想要了解护栏不锈钢景观护栏物流配送产品的魅力?视频为你揭晓答案!
以下是:护栏不锈钢景观护栏物流配送的图文介绍


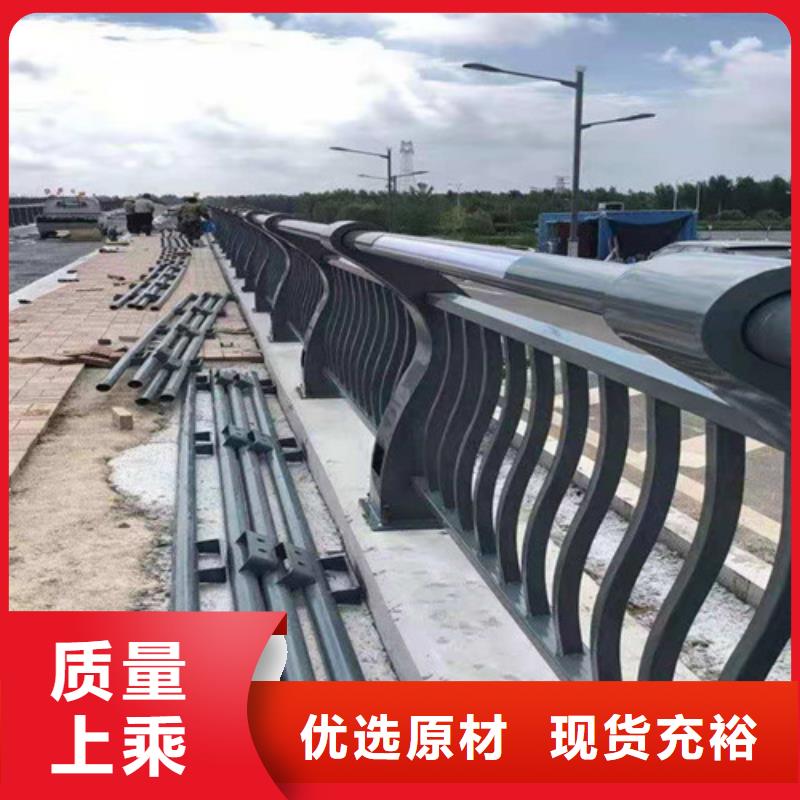
不锈钢复合管和耐热不锈钢材料工作温度为700℃~1035℃。耐寒可以抵达1开尔文(B273℃),液态氮冷冻室采用不锈钢材料。因此,不锈钢复合管优于冷、冷,合适于加热和冷却。由于不锈钢的化学性能稳定,对人体没有危害,因此国内医学界运用不锈钢材料制成各种支架、夹板、内固定螺丝都选用不锈钢材料,并将其植入人体。不锈钢复合管和不锈钢复合管件内衬,与无毒性防锈处置的衔接螺纹和端面可以有效防止二次的水质。不锈钢复合管系统的接触传动液均为不锈钢材料,卫生环保,安全可靠,契合时期的“生态住宅”需求和以人为本的理念。 运用内衬复合管焊接纳配件,管道按装便当,检验到位,中各种性能统可靠、全。有的学者,将强度级别460Mpa-1100Mpa钢材称为超度钢材,笔者以为,700MPA以下钢材还是根据国内习气及规范中的叫法称为度钢材为宜(指低合金钢),更度级别的钢材也可称为超度钢材。 不锈钢碳素钢复合管是一种主要运用在公路上、桥梁护栏上的佳不锈钢类的产品,并且这类产品自从走入市场之后,逐渐替代了的纯不锈钢复合管,成为市面上备受欢迎的管材产品之一,那么,此类复合管具备哪些特性呢。第不锈钢碳素钢复合管将不锈钢与碳素结构钢等两类金属元素中止了合成,采取了高科技的技术手腕及无胶的消费中止复核,属于新复合材料上的一次严重创新。 在安装道路护栏的时分,一定要先调查好路况,看路面高度、坡度及周围的,假定周围复杂,就要根据实地中止设计,各路段的护栏在中止衔接的时分不要突兀,要有一个舒缓的过渡,有墙式护栏的中央,要中止稳固的衔接,有特殊设备的中央,也要予以特殊思索。 内衬不锈钢复合管与不锈钢复合管件配套衔接,加上对接头螺纹和端面的防锈处置,可以有效防止对水质构成的二次。内衬不锈钢复合管传输流体部分全为不锈钢材料,卫生环保,性好,契合“生态住宅”需求和以人为本的时念。



符合 节能及普及的原则。不锈钢复合管价格情况分析目前其实不锈钢行业的竞争是非常大,因此不锈钢复合管价格受这个因素影响还是蛮大的。就所在的不锈钢之镇,更是家家户户都是在搞不锈钢,可想而知竞争力是多大。 不锈钢复合管价格主要是按照管的厚度和长度来进行判定价格的,而且不同厂家生产的不锈钢复合管质量也不同,因此价格也是不同的。目前市场上不锈钢复合管价格是大概在15元/吨,不锈钢复合管是按照吨来计算的。很多人混淆了不锈钢管和不锈钢复合管,两者之间有什么区别很多人会问到,为什么你们家的不锈钢管比别人家的贵,其实后来才知道他的理解是不锈钢管和不锈钢复合管其实一样。 但是现实不是,两者的区别是:(1)不锈钢复合管:材质为铁管,外面包裹着不锈钢层,比较坚固,管口封闭良好的情况下可保证其防锈期限与纯不锈钢无异。(2)不锈钢管:整个管都为不锈钢的较轻,承重能力没有复合管好,但是不容易生锈,不锈钢材质又分好几种200,201,300,301,304等,市场上一般为301材质,304的效果,其次301。 总结:经过对不锈钢复合的管的资料整合,相信大家对于不锈钢复合管有了更深一步的认识,包括什么是不锈钢复合管,复合管的价格、不锈钢管鱼复合管之间的区别等等。不锈钢复合管在我们日常生活中是非常常见的,用处也是非常多,需求也就大了。


聚晟护栏制造有限公司科技先进、文明高效、勇于创新、服务社群、信誉至上、精益求精为经营方针,热忱欢迎社会各界新老用户选用我公司的【上海杨浦【中央分隔栏】】产品。 我们以优良的品质,崇高的信誉和无微不至的服务赢得众多赞誉。今天,我们继续秉承这一优良传统,并不断发扬光大。在未来的岁月里,我们将以诚恳的态度接受各界友人和广大客户提出的宝贵建议,以感谢万千的热情,衷心感谢社会各界给予的支持和厚爱。





焊前必须对管子内部、焊缝背面充99.99%的一段时间用气体氧含量测试仪从坡口间隙深入抽取气体测量管子内部氧含量,当氧含量低于50ppm时开始为了保证底层焊接质量,采用钨极靠弧焊进行自下向上对称焊接,焊接前将封;焊层焊遭打磨平整。 采用氢弧焊焊接,复层不锈钢纯边为1.5--2.0mm,焊瓷管喷口直径为10mm,钨丝直径为2-3mm,焊接电流为80-100A,流量为8-12/min,焊接电流为正极,焊后进行检查,不允许有夹渣、裂纹、气孔、未焊透、未熔合等缺陷存在,或X射线检查后,方可进行下道主序焊接。 过渡层的焊接过渡层是复合管熔敷合金成分为复杂的焊层,如果焊接参数选用不当,容易造成熔敷合金浓度梯度过大,从而影响接头的防腐蚀性能接。焊接时采用焊条选用A302,规格为2.5mm,选焊接电流为70-90A,焊接电流为直流正接。 过小的焊接电流易造成层间未熔合及熔敷含金梯度过大,过大的电流易将烧穿。填充和盖面层来用焊条电弧焊,来用多层多道焊方法,层间温度保持100℃以下。焊接从底部开始,分左、右由下向上焊接,盖面焊接要尽量咬边缺陷,如果产生,用砂轮磨掉进行修补。








 扫一扫
扫一扫